

证券代码:832885 投资者关系

1.产品概述
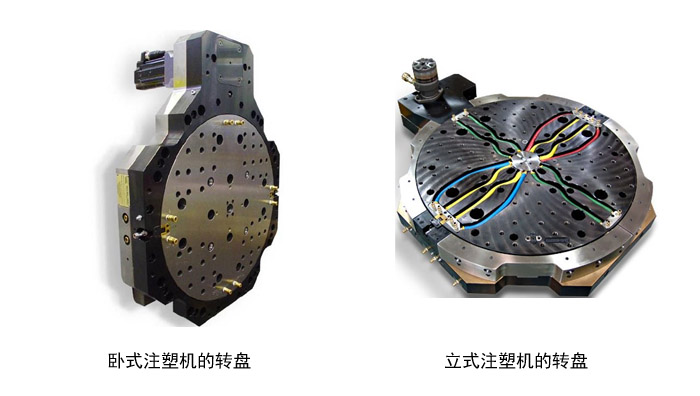
多模转盘式注塑机是一种多工位操作的特殊注塑机,其特点是合模装置采用了转盘式结构,模具围绕转轴转动。这种型式的注塑机充分发挥了注射装置的塑化能力,可以缩短生产周期,提高机器的生产能力。根据其结构特点可分为卧式机和立式机。
2. 产品功能、性能
①响应速度快。
②转盘转动平稳,加减速柔和,对机械冲击小。
③对齿轮反向间隙进行补偿,定位精度高。
④能适用恶劣的工况环境。
⑤使用简单,维护方便。
3.伺服转盘控制方案
多模转盘式注塑机根据装模数量和转盘需要转动角度的不同,可以将注塑机分为:两工位、三工位、四工位、六工位、八工位,甚至更多工位的注塑机。
星辰科技转盘控制方案主要包括伺服电机和伺服驱动器两个部分。其中驱动器是从对注塑机转盘控制的实际需要出发,星辰科技专门开发了专用的伺服驱动器。
通过内置专门的算法和控制程序,上位机电脑只需要通过少量IO就可以完成对转盘的控制。使得转盘的控制变得简单和方便,使注塑机的集成,安装,调试,维护也都变得更为容易。
4.伺服转盘控制接线
①驱动器接口功能说明
|
端子 |
脚号 |
代号 |
端子名称 |
功能说明 |
|
数字端口X1-1 |
1 |
MCOM |
继电器公共端子 |
|
|
2 |
MC |
继电器常闭端子 |
|
|
|
3 |
MO |
继电器常开端子 |
|
|
|
4 |
+24V |
外部+24V电源 |
|
|
|
5 |
COM |
数字输入地/电源地 |
数字输入地 |
|
|
6 |
DI6 |
数字输入6 |
转盘正转命令 |
|
|
7 |
DI5 |
数字输入5 |
转盘反转命令 |
|
|
8 |
DI4 |
数字输入4 |
转盘找原点命令 |
|
|
9 |
DI3 |
数字输入3 |
驱动器使能 |
|
|
10 |
DI2 |
数字输入2 |
转盘原点开关 |
|
|
11 |
DI1 |
数字输入1 |
急停 |
|
|
12 |
DCOM |
数字输出地 |
数字输出地 |
|
|
13 |
DO3 |
数字输出3 |
转动命令完成(正传和反转) |
|
|
14 |
DO2 |
数字输出2 |
找原点完成 |
|
|
15 |
DO1 |
数字输出1 |
故障 |
|
|
模拟端口X1-2 |
16 |
M+ |
电机过温保护+ |
|
|
17 |
M- |
电机过温保护- |
|
|
|
… |
… |
|
|
|
|
21 |
FC2 |
模拟输入2- |
转盘速度设定 |
|
|
22 |
AI2 |
模拟输入2+ |
||
|
… |
… |
|
|
|
|
30 |
|
|
|
②转盘控制接线图
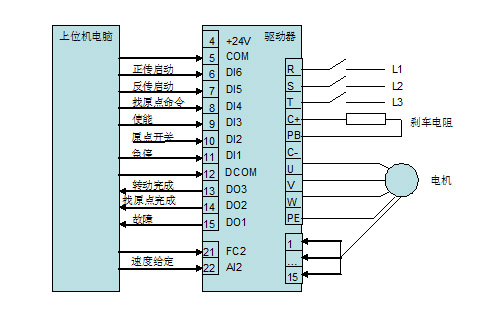
注意:原点开关是安装在转盘侧边用来确定转盘零位的。
③主要参数设定:
参数编号
参数名称
参数范围
参数说明
PD30
正传角度
0~360.00
转盘正转1个工位的角度设定,单位:度
PD31
反转角度
0~360.00
转盘反转1个工位的角度设定,单位:度
PD32
加速段百分比
0~50.0%
加速段的角度占一个工位角度的百分百。
PD33
减速段百分比
0~50.0%
减速段的角度占一个工位角度的百分百。
PD34
原点偏置
-180.00~180.00
原点位置距离原点开关上升沿的角度偏移。
PD35
找原点模式
0-2
0:正转找原点;1:反转找原点;2:正反转找原点,当设定为2时,先正转180度找原点,若在180度范围内没找到原点,则电机反向找原定。
PD36
反向间隙补偿
-10.00~10.00
设定反向间隙补偿的量,用于修正转盘的位置误差。单位:度。
PD37
传动比分子
0~65535
从电机到转盘总传递比的分子
PD38
传动比分母
0~65536
从电机到转盘总传递比的分母
5.应用举例
有一立式注塑机,要求如下:
①总传动比为105。
②3工位,工作模式:正传120度,正传120度,反转240度。
③齿轮反向间隙对应转盘定位误差是0.16度。
参数设定如下:
PD30 120.00 正转角度设定
PD31 240.00 反转角度设定
PD32 30 加速段百分比 (可调整)
PD33 30 减速段百分比 (可调整)
PD34 X 原点偏置,定义零位偏离原点开关的角度,根据实际设定
PD35 0 正转找原点
PD36 0.16 反向间隙补偿,根据实际设定
PD37 105 传动比分子
PD38 1 传动比分母

